Non Destructive Testing NDT Underwater Or Surface
![]()
Non Destructive Testing NDT Underwater Or Surface

The Non-Destructive Testing Services are focused in the inspection, detection, tracing and evaluation of damage (cracks or discontinuities) that put in risk the integrity of the structure or property. The most critical point of the NDT is the efficiency and effectiveness, which depends in the knowledge and abilities from the personnel that performs, testifies, monitors and supervises. We attend specific requests according to the technical conditions and client needs.
Services:
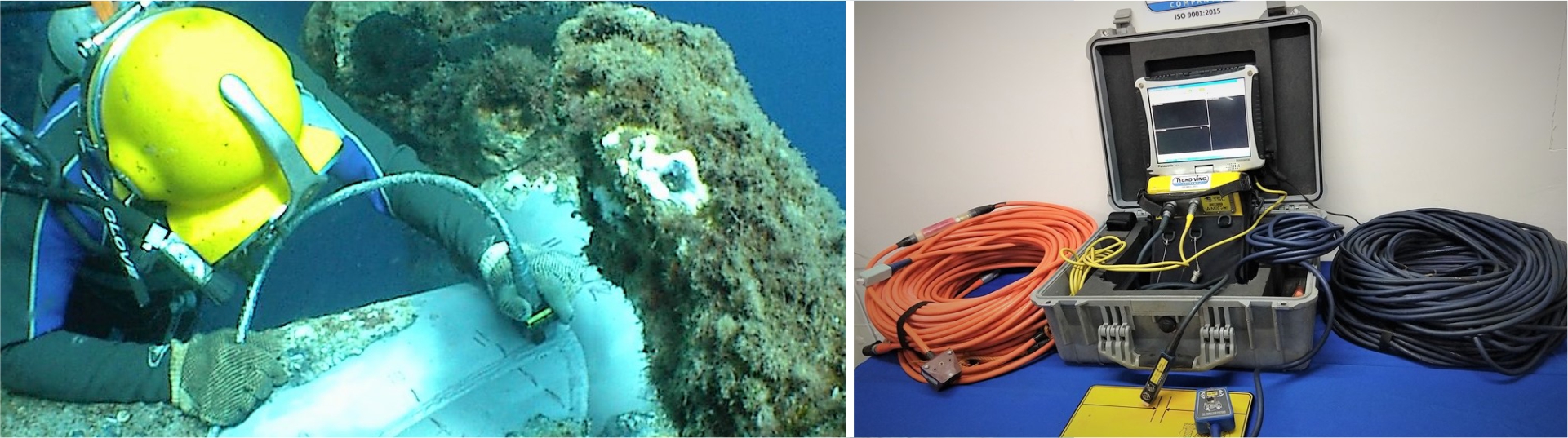
- Alternative Current field measurement or ACFM below of above the water
- Phased Array Ultrasonic Testing
- Magnetic Particles below of above the water
- Industrial Conventional Ultrasonic below of above the water
- Visual General Inspection below of above the water
- Visual Detailed Inspection below of above the water
- Thickness Measurement below of above the water
- Penetrating testing
- Third-Party Services
- Detection of leakage in hatch covers
- Thickness Measurement to Pressure Vessels & Pipelines
We attend specific requests according to the needs and technical conditions.
Alternative Current Field Measurement Or Acfm Below Of Above The Water
The ACFM (Alternative Current Fiel Measurement) is an electromagnetic inspection technique used for the detection or dimensioning of weariness cracks.
In 1991, the Oil Industry uses for the first time the ACFM technique for the inspection of welded unities in the marine platforms and installations in process; currently the technique of ACFM is used in the nuclear, petrochemical, electric and aerospace industry, among other specialties in the Mexican Industry. The ACFM provides reliable detection and measurement of cracks in metallic components and can be applied through paint and coverings of various millimeters of thickness. Also, sensors for high and low temperatures can be used as manual or automatized form, in order to not close temporarily the installation in process.
The ACFM provides a permanent recording of the inspections in a computer or USB Drive and can be reproduced, reviewed and printed for the elaboration of reports all the times needed. The use of ACFM system has been approved by ABS, Lloyds Register, DNV, Bureau Veritas and DNVGL.
The ACFM technique works for the detection and measurement of cracks caused by the weariness in:
- Inspection of welds in general
- Inspection of underwater welds by divers
- Inspection of threads and ropes in the pipelines and drilling tools
- Inspection of Primary and Secondary structures of jack up platforms, drilling platforms, jack up drilling rig, jackup drilling barge
- Inspection of primary and secondary structures of barges, ships and vessels
Magnetic Particle Inspection
The physical principle which this method is based on, is “magnetism”. Magnetism is: The physical force of attraction and repulsion of magnetizable materials.
Magnetic particle inspection is a non-destructive test that is used to detect surface and sub-surface discontinuities in ferro-magnetic materials and welds and consists mainly of 6 basic steps:
- Cleaning of the area to be inspected.
- Apply magnetic flux in different positions on the area to be inspected
- Application of magnetic particles.
- Removal of magnetic particles using air (in surface) or stirring water if inspection is below of water.
- Interpretation and evaluation of the results.
- Report

There are a lot of methods in the Magnetic Particles Technique, the most used in the Maritime Industry is the Magnetic field induced by electromagnetic yoke.
The yokes are portable equipment’s, which induce electromagnetic field longitudinal between its poles (legs) and are used for local magnetization. The magnetic field is generated in a coil system, located inside the yoke, and transmitted to the piece through its poles.
The level of flow density is critical in the magnetically particles inspection. Emphasizing, that to produce a good indication, the magnetic field force and the magnetic flow have to be proper, therefore, the operator has to know the force of the field inside the piece that is being inspected. The factors that affect the density of the generated magnetic flow are size, shape, thickness, material type and magnetization technique.
There is a variety of simple accessories to assure that the magnetic field in the inspection of one piece is the proper magnitude and direction. These accessories are located on the surface of the piece that is being magnetized, causing a part of the field to get off the piece of the inspected surface, which passes through the external testing accessory and gets backs to the inspected piece.
Some of this accessory are the Magnetic Pie Field Indicator. These indicators consist of soft iron pieces, within which have been inserted with an “artificial defect” normally in a slot shape.
For using it, the indicator is located on the inspected piece, in a way that the artificial defect is in the direction of the discontinuities that are expected to be found in the piece. The piece is magnetized and the particle are applied normally, if the artificial defect is shown, then the magnetization is considered adequate. The adequate level of sensibility for various sizes of discontinuities is reached varying the width and depth of the artificial defect. If these accessories are used adequately are really valuable.
Ultrasonic Testing Phased Array Inspection
What is Ultrasonic Testing Phased Array?
Phased array ultrasonic systems utilize multi-element probes, which are individually excited under computer control. By exciting each element in a controlled manner, a focused beam of ultrasound can be generated. Software enables the beam to be steered. Two- and three-dimensional views can be generated showing the sizes and locations of any flaws detected and that is visually represented on the team's screen as the impression of an ultrasound image of a pregnant woman's baby.
The distinctive features of the Phased Array technology is the use of transducers that contains from 16 up to 256 elements. As more elements the transductor has, biggest is the focus and direction, as well as the coverage of the area to be inspected. The transducers are managed inside the range of frequency from 2.0 to 10 MHz, even though there are smaller and bigger frequency transducers.
Advantages of the Phased Array use:
- Portable unit equipment
- Beam focusing
- Beam steering
- Linear or sectorial scans
- Permanent data storage
- Display enables flaw visualisation
- Reduction of the time required to realize adjustments of inspection and do sweeps
- Inspection of areas of difficult access from a single contact point.
- Reduces or dispose the manual or mechanical manipulation.

The equiment we use to performs the Ultrasonic Testing Phased Array Inspections are: OmniScan MX2 and has the next ranges of inspection.